维宏系统硬核助力“遥遥领先”
发布时间:2023-10-23 09:12
近年来,中国手机品牌在技术创新上迸发出巨大潜力,走出国门、走向世界。据悉,2023年上半年,我国共生产了6.86亿台手机,其中,国内市场手机总体出货量累计1.30亿部,出口手机3.51亿台,而中国手机品牌也受到越来越多用户的认可。
华为Mate 60系列开售以来,持续热销,手机行业新一轮的竞争序幕已然拉开。正所谓牵一发而动全身,终端行业的竞争状况必然会辐射到手机上下游行业。
在推动3C智能制造发展进程中,维宏股份不断创新技术,突破了高速高精、多轴联动、多通道及复合控制等多轴联动关键核心技术。
维宏3C产品线控制系统拥有多Z、多通道等解决方案,在电脑、通讯、消费性电子行业上有着广泛应用,在手机保护片、盖板、手机按键、手机边框等方面具有行业内领先地位。
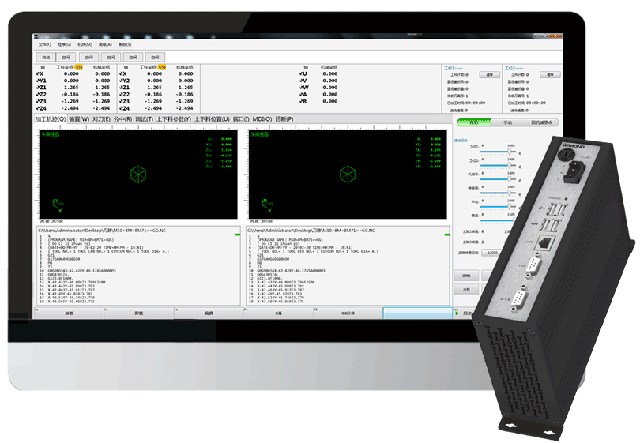
多轴多通道系统
CCD视觉控制系统
NK300CX多通道系统
集多年的控制技术经验、行业工艺需求积累,维宏系统具备强大的刀具管理及补偿方案,成熟的上下料机械手多通道方案。
01
手机面板触摸屏和保护屏生产
根据手机面板触摸屏和保护屏行业特点,可采用维宏NC65C/PM95A解决方案进行玻璃磨边加工。
-
多Z轴(1~6)控制、Z轴独立,可同时加工多个工件,提高产量;
-
加工精度控制,提供补偿机制,可针对每个Z轴进行不同的补偿设置(工位补偿,刀具补偿,刀具磨损补偿,刀具区域轮廓补偿等补偿机制),提高效率的同时,保证加工精度;
-
具备与主流数控产品相同的刀具寿命管理功能;
-
多种总线协议,可支持市场主流品牌驱动器。
02
手机中框,手机按键加工
根据手机中框,手机按键加工行业特点,维宏股份提供一体化主机(NK300)解决方案进行加工。
-
与手机磨边解决方案相同的多Z控制方式以及多Z补充方式;
-
针对金属多工艺特点,可支持多刀库,每个Z轴对应一个刀库,可同时换刀,如多直排刀库(气缸, 伺服),多圆盘刀库(伺服,加工中心机械臂式);
-
针对多Z多刀库、多工位加工时,可进行按刀具加工,减少换刀次数,在一次加工多个工件同时,进行加工效率提升。
03
金属一体化机身、手机边框生产
华为Mate 60 Pro在昆仑玻璃的基础上,推出超可靠玄武架构。这里提到的“玄武架构”,实际上是全金属一体化机身(目前没有官方资料说是金属,但从实机来看,大概率是铝合金材质),通过用一整块金属削切完成。
金属一体化机身的加工工艺包括CNC加工、旋压成型、铸造、锻造、冲压等等。其中比较主流的方式是CNC加工工艺:铝板由柱状实心铝材压铸而成,经精密加工先切削成为一体式机身的雏形,随着机身渐渐成形,各种接插孔均被铣削出来。
金属边框也是目前手机的主流选择,除了对手机整体强度会有直接的提升,在散热、导热方面的效果也较有优势。
维宏系统:
-
支持探针功能,支持自定义#变量;
-
支持丝杆误差补偿、反向间隙补偿、刀具补偿;
-
循圆功能方便机床调试;
-
支持ENG、NC等多种格式刀路文件。
探针应用
针对工件不规整,如热弯后的3D玻璃,折弯的金属手机后盖,由于每片产品都有一定的误差,造成加工出来的产品很难保证精度,使加工产品良率低。
针对以上问题,维宏通过探针解决方案来解决该类问题。
-
操作简单,可通过对加工程序分析,自动加入探测点,一键生成加工文件;
-
多种探测算法结合,根据工件样式搭配使用;
-
自定义变量,可实现真实探测结果,同时对探测结果进行微调,进行探测后补偿,提高精度和实用性。
无论是金属一体,还是3D玻璃搭配金属中框方案或是3.5D方案,维宏股份紧跟行业前沿技术发展,坚持数控核心技术创新,为手机产业链提供先进配套解决方案!
面对海外的激烈竞争,打造属于中国自己的高端品牌,一直以来都是我们必须要走的一条路。